
|
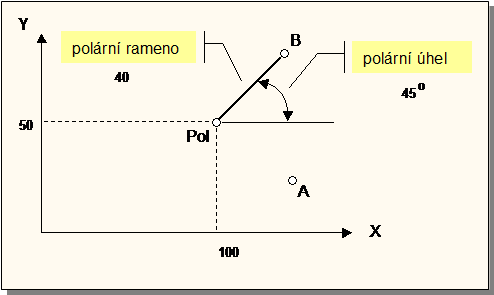
V některých případech je výhodnější místo kartézkých souřadnic volit polární souřadnice: |
|
Nejdříve je nutno definovat pól: (pro řídící systém CC 300H Bosch) N10 G20 X100 Y50 (pól má souřadnice X100,Y50 –nástroj nevykoná žádný pohyb)
Lineární interpolace (pohyb po přímce z bodu A do bodu B): N20 G10 X40 A45 |
|
Kruhová interpolace (pohyb po kružnici z bodu A do bodu B):
a) ve směru hodinových ručiček N20 G12 X40 A45 R100
a) proti směru hodinových ručiček N20 G13 X40 A45 R100 |
|
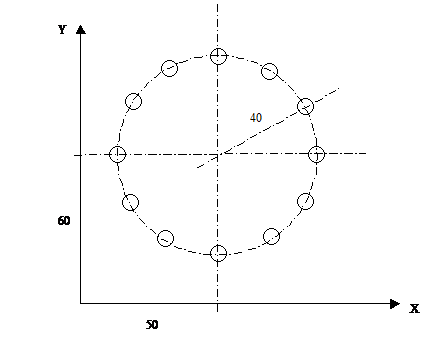
Příklad použití: vrtání děr na roztečné kružnici: (12 děr na průměru 80) |
|
Polární souřadnice |
|
%10 |
1. Základní varianta |
|||
|
N10 |
G20 |
X50 |
Y60 |
Definice pólu |
|
N20 |
G0 |
Z5 |
|
Nájezdová rovina |
|
N30 |
G10 |
X40 |
A0 |
Nad první díru |
|
N40 |
G1 |
Z-20 |
F0.1 |
Vrtání |
|
N50 |
G0 |
Z5 |
|
Výjezd po vrtání |
|
N60 |
G10 |
X40 |
A30 |
Nad druhou díru |
|
N70 |
G1 |
Z-20 |
F0.1 |
Vrtání |
|
N80 |
G0 |
Z5 |
|
Výjezd po vrtání |
|
N90 |
G10 |
X40 |
A60 |
Nad třetí díru |
|
N100 |
G1 |
Z-20 |
F0.1 |
Vrtání |
|
N110 |
G0 |
Z5 |
|
Výjezd po vrtání |
|
N120 |
G10 |
X40 |
A90 |
Nad další díru |
|
… |
|
|
|
|
|
%10 |
2. Za použití vrtacího cyklu |
|||
|
N10 |
G20 |
X50 |
Y60 |
Definice pólu |
|
N20 |
G0 |
Z5 |
|
Nájezdová rovina |
|
N30 |
G10 |
X40 |
A0 |
Nad první díru |
|
N40 |
G81 |
Z-20 |
F0.1 |
Cyklus vrtání |
|
N60 |
G10 |
X40 |
A30 |
Nad druhou díru |
|
N70 |
G81 |
Z-20 |
F0.1 |
Cyklus vrtání |
|
N90 |
G10 |
X40 |
A60 |
Nad třetí díru |
|
N100 |
G81 |
Z-20 |
F0.1 |
Cyklus vrtání |
|
N120 |
G10 |
X40 |
A90 |
Nad další díru |
|
… |
|
|
|
|
|
%10 |
3. Za použití podprogramu s parametrem |
|||
|
N10 |
G20 |
X50 |
Y60 |
Definice pólu |
|
N20 |
G0 |
Z5 |
|
Nájezdová rovina |
|
N30 |
R1=0 |
|
|
Definice parametru |
|
N40 |
P50 |
L12 |
|
Skok do podprogramu číslo 50, počet opakování 12 |
|
N50 |
M30 |
|
|
Konec programu |
|
%50 |
Podprogram |
|||
|
N10 |
G10 |
X40 |
A R1 |
Nad díru |
|
N20 |
G81 |
Z-20 |
F0.1 |
Cyklus vrtání |
|
N30 |
R1=R1+30 |
|
|
|
|
N40 |
M30 |
|
|
Konec podprogranu |
|
%10 |
4. Univerzální program s podprogramem s parametry |
|||
|
N10 |
G20 |
X50 |
Y60 |
Definice pólu |
|
N20 |
G0 |
Z5 |
|
Nájezdová rovina |
|
N30 |
R1=0 R2=12 R3=40 R4=20 |
Definice parametrů |
||
|
N40 |
P50 |
LR2 |
|
Skok do podprogramu číslo 50, počet opakování 12 |
|
N50 |
M30 |
|
|
Konec programu |
|
%50 |
Podprogram |
|||
|
N10 |
G10 |
XR3 |
A R1 |
Nad díru |
|
N20 |
G81 |
Z-R4 |
F0.1 |
Cyklus vrtání |
|
N30 |
R1=R1+(360/R2) |
|
|
|
|
N40 |
M30 |
|
|
Konec podprogranu |