


|
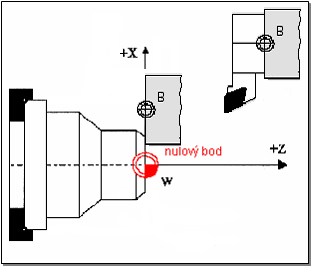
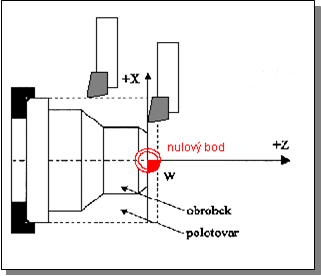
Nulový bod se volí: ¨ v ose X na ose obrobku (osa je pro všechny součásti shodná) ¨ v ose Z na hotovém čele obrobku |
|
Seřizování soustruhů |
|
a) |
|
b) |
|
Nulový bod se volí: ¨ v ose X na ose obrobku (osa je pro všechny součásti shodná) ¨ v ose Z na hotovém čele obrobku |
|
Seřizování soustruhů |
|
a) |
|
b) |