
|
Poháněné nástroje – obrábění na plášti |
|
Sekce hotová součást: |
|
Sekce obrábění: |
|
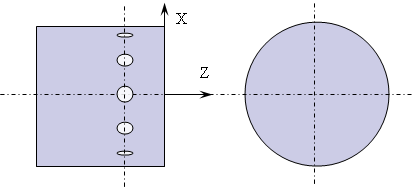
Z menu INSTR—PLÁŠŤ: přidat sekci MANTEL (PLÁŠŤ)
G308 P152 nová referenční rovina (na průměru 152)
G411 Q8 Z-10 C0 8 děr, 10mm od čela, počáteční úhel 0 (rozmnožení díry na následujícím řádku) G310 B8,5 P20 definice díry (průměr 8,5/hl 20)
G 309 konec referenční roviny (přepne zpět) |
|
M05 vypnutí otáček hlavního vřetena
G14 Q0 odjezd RH
T11 volání poháněného nástroje (směr CW - pravé otáčky) G197 S500 pevné otáčky prvního vřetena (500)
G195 F0,1 posuv za otáčku prvního vřetena (0,1)
M103 roztočení prvního vřetena (pravé otáčky)
G110 Z10 X160 M108 napolohování 5mm před čelo M14 zapnutí osy C
G71 NS ?? K5 vrtací cyklus NS je číslo řádku, kde je definována díra (K5...bezpečnostní rovina)
M15 vypnutí osy C
G14 Q0 odjezd RH
M105 vypnutí otáček prvního vřetena
M109 vypnutí chlazení |
|
Na průměru 152 10mm od čela vyvrtat 8 děr (průměr 8,5/hl 20) |