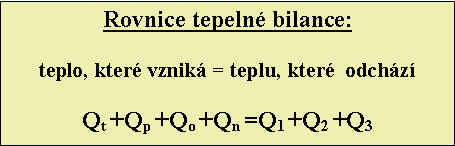
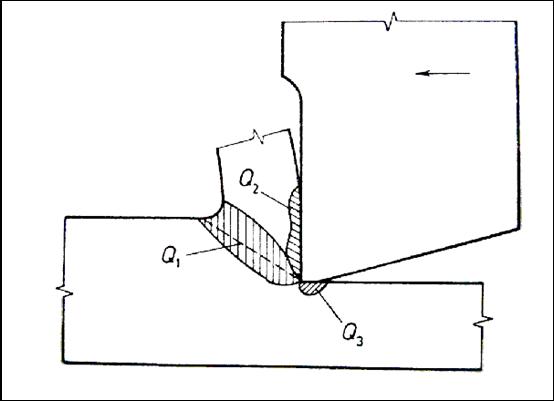
Rovnice tepelné bilance